

1、设置CimatronE安装目录下的Data目录
默认为 【C:\Cimatron\CimatronE\Data】
如果你的CimatronE是采用默认安装的,可以不用改此项,如果你安装CIMATRONE时改变了安装目录,那么此选项一定要设置对,否则程式无法运行。
最后不要带 \ ,不用加引号。
2、是否复制NC文档及程式单到指定目录
有两个选项 默认为 {否}
如果设置为{是},请设置NC文档及程式单的存放目录,作用主要是把程式单及NC文件复制到指定的目录。以方便共享。
3、设置NC文档及程式单的存放目录
默认为 【D:\NC】
此功能必须要开启上面的 是否复制NC文档及程式单到指定目录 后才会生效。注意最后不要带\,不用加引号。要以设置局域网上的共享文件夹,但必须要有写权限及网络要畅通。格式如下
D:
\\192.168.1.122\cnc\cnc
D:\cnc\nc
等等。
4、是否检测更新
有两个选项 默认为 {否}
强烈建议有网络的用户开启此功能、或者隔一个星期检测一次。
5、注册码
请联系作者获取,没有注册时,只能试用60次,试用时后处理的NC档会被胡乱修改,所以试用版请不要上机。如果想测试后处理的功能,请随便打开一个NC文档,手动后处理即可测试。
6、机床选项
有两个选项 默认为 {8000转}
可以选择20000转及8000转的机床,以后会增加更多的型号,主要是模板里的转速和进给不一样,还有吃刀量的设置也会有点差别。
7、项目
有四个选项 默认为 {批量自动编程}
{摆正当前电极} 把电极摆正进入NC后即完成任务。
{摆正所有电极} 把需要摆正的电极全部打开,批量摆正。
{单个自动编程} 只编当前打开的一个电极,编程是全自动的,完闭后不关闭文档。
{批量自动编程} 打开所有要加工的电极,把所有电极编写完成后才结束。
8、是否加工复杂电极
默认为 {否}
选择{是}才会有效,如果软件识别是一个复杂电极时,这个电极将不被后处理,不出程序单。这时需要手工修改或删除一些无用的程式后手工后处理,手工出程式单。
9、是否计算复杂电极
此选项必须开启“加工复杂电极”后才有效
默认为 {否}
开启后计算时间较长,如果你比较赶时间,建议关闭,如果在你休息时运行,建议开启。
10、顶部吊高多少
默认为 【0.1】 只能输入数字
这个值是加工电极顶部的余量,做电极的都知道,一般放0.05至0.2即可。想放大点也没关系。
11、是否检测环境
默认为 {是}
检测环境的作用是防止在错误的环境(比如装配、绘图)下启动程序,不建议关闭,除非因兼容问题导致环境确认失败时,才考虑关闭。
12、是否取消程序启动前的第一个警告信
默认为 {否}
这个没多大用,主要是给新手一些提醒。每次启动自动编程时会弹出此对话框。
13、是否检测基准及PMI开关状
默认为 {是}
检测下所示的状态,如果是关闭的,软件会自动打开。
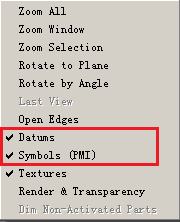
如果是CIMATRONE拆的电极,建议打开,防止万一。
如果是从其它软件(如UG)转进来的图档,可以关闭提高效率。因为从其它软件转过来的图档这两个选项是打开的。
14、基准是否需要倒R角
默认为 {是}
如果基准已经倒角,或不需要倒角,可以选择{否}
基准倒角主要是防止基准有毛刺。编程的都知道。
CIM拆的电极建议不要在拆电极时给基准倒R角,否则出电极图时电极尺寸的标注有问题。
15、基准要倒多大的R角
默认为 【1】 输入数字
此选项需要开启 “基准是否需要倒R角” 后才起作用。
此数不要太大,否则可能造成倒角失败,一般为0.5至1即可。
16、电极数量
1粗1幼 所有电极都是一个粗公,一个幼公
1粗 所有电极都是一粗公
1幼 所有电极都是一幼公
灵活运用,必要时配合 "项目" 中的{单个电极编程}使用。
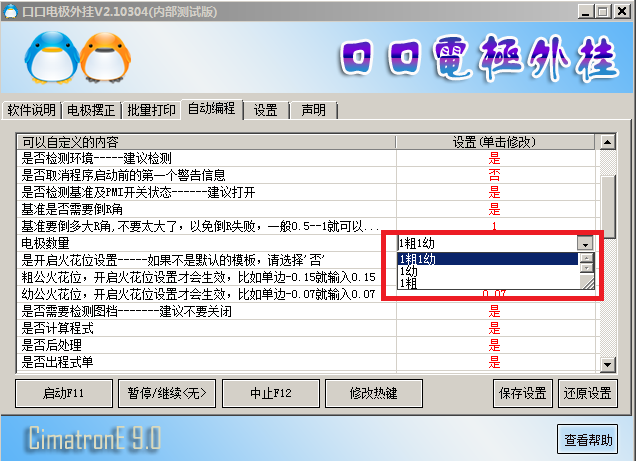
17、是否开启火花位设置
默认为 {否}
如果是默认的模板,完全可以开启,如果你改过模板,需要对相关参数理解。默认模板中所有火花位为粗公0.15,幼公0.07。
18、粗公火花位
默认为 【0.15】 输入数字
打开“开启火花位设置”后才会生效
不要输负号,一般不要超过0.5,火花位太大是没有意义的。
19、幼公火花位
默认为 【0.07】 输入数字
打开“开启火花位设置”后才会生效
不要输负号,一般不要超过0.5,火花位太大是没有意义的。
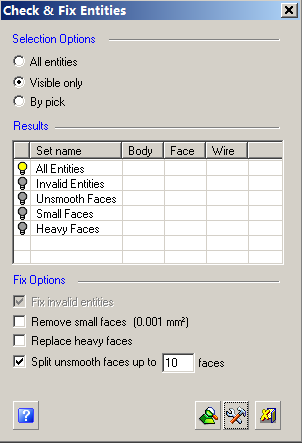
20、是否需要检测图档
默认为 {是}
下图是检测图档的对话框,建议开启此功能,否则如果图档有问题时加工出来的电极可能不对,当开启此选项时,如果遇到有问题的图档,会自动跳过不加工。
21、是否计算程式
默认为 {是}
正常这个必须要开启的,测试软件时可以关闭。如果关闭,后处理、程式单等都不会执行。
22、是否后处理
默认为 {是}
此选项必须要开启“计算程式”才会有效。正常情况应该开启,测试软件时可以关闭。
23、是否出程式单
默认为 {是}
此选项必须要开启“计算程式”及“后处理”才会有效。GPP2程序单,正常情况应该开启,测试软件时可以关闭。
24、是否打印程式单
默认为 {是}
此选项必须要开启“计算程式”、“后处理”及“出程式单”打开才会有效。正常情况下应该开启。
25、创建曲面集合名称
默认为 【part】 输入任意字、包括中文,不用加引号!
如果是默认的模板,请不要更改,与模板"加工曲面"相对应。
26、创建轮廓集合名称
默认为 【wx】 输入任意字、包括中文,不用加引号!
如果是默认的模板,请不要更改,与模板轮廓图素相对应。 创建轮廓的目的主要是减少开粗的空刀。
27、选刀参考值(D4)
默认为 【19】 输入数字
此选项的设置非常重要,设置得不当将被识别为复杂电极,胶位高度(不包括基准)小于此数的用D4的开粗,R2的光刀加工。
意思是R2或D4的刀具最大夹装极限。因为刀具太长会影响精度及表面光洁度。所以请合理设置,通常在5倍刀具直径内是安全的。
28、选刀参考值(D6)
默认为 【29】 输入数字
此选项的设置非常重要,设置得不当将被识别为复杂电极,胶位高度(不包括基准)小于此数的用D6的开粗,R3的光刀加工。
意思是R3或D6的刀具最大夹装极限。因为刀具太长会影响精度及表面光洁度。所以请合理设置,通常在5倍刀具直径内是安全的。
29、选刀参考值(D8)
默认为 【39】 输入数字
此选项的设置非常重要,设置得不当将被识别为复杂电极,胶位高度(不包括基准)小于此数的用D8的开粗,R4的光刀加工。
意思是R4或D8的刀具最大夹装极限。因为刀具太长会影响精度及表面光洁度。所以请合理设置,通常在5倍刀具直径内是安全的。
30、选刀参考值之最大极限
默认为 【75】 输入数字
此选项的设置非常重要,胶位(不包括基准)高度大于此值时,将被视为复杂电极,此时程序将调用D10开粗,R5光刀的模板,且不后处理、不出程式单。
意思是R5或D10的刀具最大夹装极限。一般R5或D10的加长刀为100长,所建议使用默认值即可。
31、EXCLE"生成程序单"宏指令
默认为 【PERSONAL.XLS!cxd】 输入宏指令,不用加引号
此值与程式单对应的宏指令一致,如果你使用默认的程序单,请不要更改,否则无法生成正确的程式单。
32、文档名中有'-' ,EXCLE导入图片宏指令
默认为 【PERSONAL.XLS!tp】 输入宏指令,不用加引号
此值与程式单对应的宏指令一致。如果你使用默认的程序单,请不要更改。软件自动识别。
通常,CIMATRONE拆的电极一般是带有"-"的,比如:CAVE-1、CORE-13等。
而UG或其它软件拆的电极一般是没带"-"的,比如:CAVE1、CORE13等。
33、文档名中无'-' ,EXCLE导入图片宏指令
默认为 【PERSONAL.XLS!tp1】 输入宏指令,不用加引号
此值与程式单对应的宏指令一致。如果你使用默认的程序单,请不要更改。软件自动识别。
通常,CIMATRONE拆的电极一般是带有"-"的,比如:CAVE-1、CORE-13等。
而UG或其它软件拆的电极一般是没带"-"的,比如:CAVE1、CORE13等。
34、EXCLE"简化表格"宏指令
默认为 【PERSONAL.XLS!zhao777】 输入宏指令,不用加引号
此值与程式单对应的宏指令一致,如果你使用默认的程序单,请不要更改,否则无法简化的程式单。
程式单的简化是为了美观及保密程式单原代码!不简化对打印是没有影响的。
35、切换视图所需的时间
默认为 【1500】 输入数字,单位为毫秒,1秒=1000毫秒。
所有延时设置中,这个参数是最重要的,其他的保持默认即可。
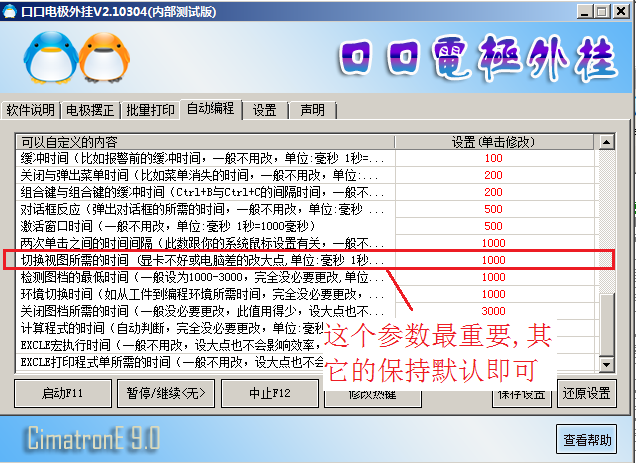
显卡不好或电脑差的可以将此值改大点,一般编程员使用的电脑用默认应该是没有问题的,最小不要低于500。其它延时参数因为不重要,保持默认即可,就不多讲了。新手不要动其它选项,除非你有把握。如果你要求非常非常的高,可以把你认为慢的参数设小一点,这样可以让你的电脑飞起来。但设置不好将会导致出错。全自动编程严禁调小所有延时参数,只允许加大。